

电火花线切割加工工件的原理是什么
电火花线切割加工(Electrical Discharge Machining,简称EDM)是一种利用电火花放电原理进行金属材料切割加工的非传统加工方法。它通过在工件和电极之间产生高频脉冲电压,使电极上的放电电流通过工件,从而在工件表面产生高温、高压等条件,使工件材料局部熔化、蒸发、氧化等,从而实现切割加工的目的。
电火花线切割加工的原理主:面方个几下要包括以下几个方面:
1. 电火花放电原理:电火花线切割加工是利用电火花放电原理进行加工的。当电极与工件之间的间隙小于一定距离时,通过施加高频脉冲电压,使电极上的放电电流通过工件,形成电火花放电。电火花放电时,电极和工件之间的间隙中的介质(通常是工作液)会被电离,形成等离子体通道。电流通过等离子体通道时,会产生高温、高压等条件,使工件表面的材料发生熔化、蒸发、氧化等反应,从而实现切割加工。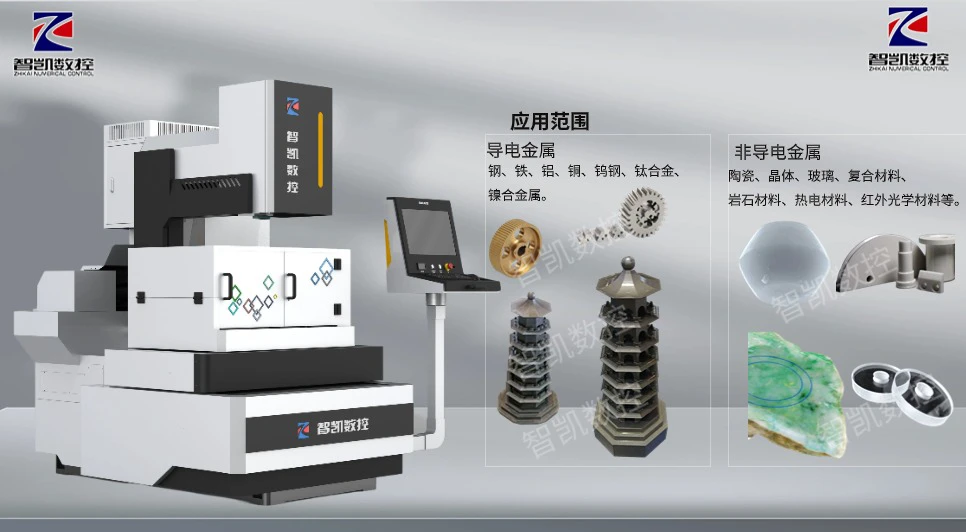
2. 电极和工件的选择:在电火花线切割加工中,电极和工件的选择对加工效果有重要影响。通常情况下,电极和工件都是导电材料,如铜、铝等。电极的形状和尺寸应与工件的形状和尺寸相匹配,以保证放电通道的形成和加工精度。此外,电极和工件之间的间隙大小也会影响放电效果和加工精度。
3. 工作液的选择:工作液在电火花线切割加工中起到冷却、清洗和去除切削产物的作用。常用的工作液有脱脂石油、矿物油等。工作液的选择应根据加工材料的特性和加工要求进行,以保证加工过程的稳定性和加工质量。
4. 放电参数的控制:放电参数的控制对电火花线切割加工的效果和加工质量有重要影响。常用的放电参数包括放电电压、放电电流、放电时间等。放电电压和电流的选择应根据加工材料的特性和加工要求进行,以保证放电效果和加工精度。放电时间的选择应根据加工深度和加工速度进行,以保证加工效率和加工质量。
5. 加工过程的控制:电火花线切割加工过程中,还需要对加工过程进行控制,以保证加工质量。加工过程的控制包括电极和工件的定位、电极和工件的间隙控制、放电参数的调整等。通过合理的加工过程控制,可以实现加工精度的提高和加工效率的提升。

总之,电火花线切割加工是一种利用电火花放电原理进行金属材料切割加工的非传统加工方法。它通过在工件和电极之间产生高频脉冲电压,使电极上的放电电流通过工件,从而在工件表面产生高温、高压等条件,使工件材料局部熔化、蒸发、氧化等,从而实现切割加工的目的。电火花线切割加工具有加工精度高、加工速度快、适用于复杂形状的工件等优点,广泛应用于航空航天、汽车制造、模具制造等领域。 智凯数控线切割机床.采用电火花加工原理,无需油基切削液,减少对环境的污染。设有多重安全保护措施,如限位保护、过载保护,确保操作人员的安全。更多关于了解线切割机床的详细信息可以电话咨询:18013131558




